

การขึ้นรูปโลหะแผ่น
กระบวนการ การใช้งาน การประกันคุณภาพ
การขึ้นรูปโลหะแผ่นสามารถใช้ในขอบเขตที่อุตสาหกรรมต่างๆ ได้ มีการใช้กระบวนการผลิตที่ควบคุมด้วยคอมพิวเตอร์ที่หลากหลาย กระบวนการผลิตเหล่านี้ได้รับการปรับให้เหมาะสมกับวัสดุที่แตกต่างกัน ความหนาของวัสดุ และปัจจัยสำคัญอื่นๆ มากที่สุด
การขึ้นรูปโลหะแผ่น: คำจำกัดความและข้อมูลทั่วไป
การขึ้นรูปโลหะแผ่นเกี่ยวข้องกับกระบวนการผลิต ที่การขึ้นรูปจะดำเนินการโดยไม่เปลี่ยนแปลงมวล ปริมาตร และองค์ประกอบของวัสดุ อย่างไรก็ตาม การขึ้นรูปจะเปลี่ยนพื้นผิวและคุณสมบัติของโลหะที่จะถูกกลึง สิ่งนี้สามารถนำไปสู่การเคลื่อนย้าย (การแปล) หรือการเกิดฝาแฝดได้ โดยขึ้นอยู่กับโครงสร้างตาข่าย ชิ้นส่วนเปล่าจะถูกนำเข้าสู่รูปร่างขั้นสุดท้าย โดยใช้แรงที่กำหนดจากการตัดแผ่นโลหะระดับ สิ่งนี้มักส่งผลให้เกิดการเสียรูปแบบยืดหยุ่นเล็กน้อย (สปริง) กระบวนการขึ้นรูปโลหะแผ่นสามารถนำไปใช้ผลิตชิ้นส่วนประเภทต่างๆ ได้หลากหลาย ส่วนประกอบเหล่านี้มีน้ำหนักหลายร้อยกรัม ไปจนถึงหลายตัน


การขึ้นรูปโดยทั่วไปจะดำเนินการโดยใช้เครื่องจักรพิเศษควบคุมด้วยระบบอิเล็กทรอนิกส์ เช่น เครื่องกด เครื่องดัด และค้อนไอน้ำ ตามเครื่องมือแบบบูรณาการ หลายรายการเหมาะสำหรับกระบวนการผลิตหลายประเภท วัสดุที่ใช้กันมากที่สุดในการขึ้นรูปโลหะแผ่นคือ เหล็ก ทองแดง อลูมิเนียม อลูมิเนียมอัลลอย และโลหะผสมทองแดง (โลหะผสม) ความแตกต่างเกิดขึ้นตาม
- อุณหภูมิที่เกิดขึ้นระหว่างการขึ้นรูปเย็น การขึ้นรูปอุ่น และการขึ้นรูปร้อน
- ประเภทของชิ้นงานระหว่างการขึ้นรูปโลหะแผ่นและการขึ้นรูปมวล
- ประเภทของความเครียดเชิงกลสอดคล้องกับมาตรฐาน DIN 8582
- การขึ้นรูปด้วยแรงดึง (ความยาว ความลึก ความกว้าง)
- การขึ้นรูปด้วยความดัน (การขึ้นรูปอิสระ การกลิ้ง)
- การขึ้นรูปด้วยการบีบอัดแรงดึง (deep drawing)
- การขึ้นรูปด้วยความร้อน (การเคลื่อนตัว การบิด)
- การดัดงอ (การดัดขอบ การดัดแบบอิสระ การดัดแบบหมุน)
นอกจากนี้ ยังมีกระบวนการพิเศษสำหรับการขึ้นรูปโลหแผ่นะ เช่น การชุบแข็งด้วยการอัด และการขึ้นรูปด้วยความยืดหยุ่น สำหรับการขึ้นรูปโลหะแผ่น มักใช้แผ่นเรียบซึ่งมักผ่านการกลึงด้วยวิธีขึ้นรูปเย็น ชิ้นส่วนว่าง 3 มิติขนาดใหญ่และหนักได้รับการดัดแปลงโดยใช้การขึ้นรูปมวล การขึ้นรูปเย็นหรือร้อนถูกใช้ในกระบวนการนี้ กระบวนการผลิตที่ใช้กันทั่วไป ได้แก่ การดัด การรีด การอัดขึ้นรูปโดยการกระแทก และการอัดขึ้นรูป
หากจำแนกประเภทการขึ้นรูปโลหะแผ่นตามโหลดบนชิ้นงาน จะมีกระบวนการอื่นๆ ให้เลือกใช้มากขึ้น ในกรณีของการขึ้นรูปด้วยการบีบอัดแรงดึง (DIN 8584) จะมีโหลดแรงกดและแรงดึงกระทำพร้อมกันด้วยทิศทางที่มีผลแตกต่างกัน กลุ่มย่อยที่สำคัญที่สุดคือ deep drawing ในกระบวนการนี้ แผ่นเรียบจะถูกถึงเป็นรูปทรงกลวงเพื่อผลิตตัวถังกลวง เช่น กระป๋อง หมวกกันน็อก และชิ้นส่วนตัวถัง ในกรณีของการขึ้นรูปด้วยแรงดึง (DIN 8585) แผ่นจะถูกขยายออกและและตัวถังที่กลวงจะขยายตัวจากแรงดึง การดัดงอ (DIN 8586) ส่วนใหญ่ดำเนินการโดยการดัดงอ การดัดแบบหมุนใช้การเคลื่อนที่หมุนของเครื่องมือที่จับยึด ส่วนการดัดงอแบบอิสระใช้การเคลื่อนที่ตรงของเครื่องมือที่จับยึด ในการรีด การขึ้นรูปโลหะจะทำโดยใช้ลูกกลิ้งหมุน


สำหรับการขึ้นรูปโดยการเฉือน (การขึ้นรูปเนื่องจากแรงเฉือนเป็นหลัก DIN 8587) เครื่องมือจะเคลื่อนที่โดยการหมุนหรือเคลื่อนที่เป็นเส้นตรง การบิดใช้ในการผลิตใบพัดและสว่าน ส่วนการขยับใช้ในการผลิตเพลาข้อเหวี่ยง ดำเนินการขึ้นรูปด้วยแรงกด (DIN 8583) เช่น การรีด (การผลิตแผ่นและโลหะแผ่น) หรือการขึ้นรูปอิสระ (การขึ้นรูปอิสระ) สามารถทำการเปลี่ยนแปลงรูปร่างได้โดยการเคลื่อนที่เครื่องมือพิเศษ (การดัดงอ) หรือโดยการสร้างรูปร่างในภายหลังในเครื่องมือเป็นลบ (การขึ้นรูปดาย การรีด) ขึ้นอยู่กับกระบวนการขึ้นรูปโลหะแผ่นที่ใช้
การขึ้นรูปโลหะแผ่นเหมาะสำหรับการผลิตจำนวนมาก อย่างไรก็ตาม รูปร่างไม่ได้ถูกดึงออกมาจากชิ้นงานหล่ออย่างแม่นยำเสมอไป เพื่อให้ได้ชิ้นส่วนที่ติดตั้งเสร็จแล้ว ชิ้นงานจะต้องได้รับการแปรรูปใหม่ ตัวอย่างเช่นโดยการเจีย กระบวนการขึ้นรูปโลหะแผ่นส่วนใหญ่มีความแม่นยำอยู่ที่ระหว่าง IT16 และ IT12 กระบวนการที่มีความแม่นยำช่วยให้สามารถมีความแม่นยำถึง IT8 หรือ IT6 ได้ วิธีการที่เรียกว่า Flexforming (การขึ้นรูษปเซลล์ของไหล) เป็นวิธีการขึ้นรูปโลหะแผ่นที่คุ้มค่า รวดเร็ว และอเนกประสงค์เป็นพิเศษ จึงนำมาใช้สำหรับการผลิตเป็นชุดเล็กๆ และสำหรับการพัฒนาต้นแบบ เครื่องอัดเซลล์ของไหลใช้ในการผลิตส่วนประกอบสำหรับอุตสาหกรรมการบิน อุตสาหกรรมยานยนต์และซัพพลายเออร์
แผ่นที่จะกลึงมีความหนาตั้งแต่ 0.1 มม. ถึงมากกว่า 16 มม. เครื่องจักรพิเศษที่บำรุงรักษาง่ายและใช้งานง่าย ช่วยให้ควบคุมแรงกดบนชิ้นงานขนาดเล็กได้ดีเป็นพิเศษ และลดงานตกแต่งด้วยมือได้อย่างมาก เครื่องอัดเซลล์ของไหลความเร็วสูงบางรุ่นผลิตชิ้นส่วนได้ถึง 120 ชิ้นต่อชั่วโมง การใช้วิธีการ Flexforming ช่วยให้ผลิตได้แม้แต่รูปทรงเรขาคณิตที่ซับซ้อน ซึ่งมีความคลาดเคลื่อนต่ำและพื้นผิวไร้ตำหนิได้ด้วยแม่พิมพ์เพียงอันเดียว
เมื่อเปรียบเทียบกับกระบวนการตัด การขึ้นรูปโลหะมีข้อได้เปรียบตรงที่สามารถใช้ประโยชน์จากวัสดุได้อย่างเหมาะสมที่สุด: ไม่มีเศษโลหะหลงเหลืออยู่ นอกจากนี้ ชิ้นงานยังมีการไหลของเกรนที่เหมาะสมกับการใช้งาน เมื่อมีมวลเท่ากัน จะส่งผลให้สามารถดึงชิ้นส่วนและส่วนประกอบอื่นๆ ที่มีความแข็งแรงและความสามารถในการรับโหลดสูงได้ ในทางกลับกัน ในการกัด การไหลของเกรนมีแนวโน้มที่จะเกิดความเครียด เนื่องจากการกัดจะสร้างรอยบากเล็กๆ จำนวนมากในส่วนประกอบ เครื่องมือขึ้นรูปนั้นสร้างกำไรได้เฉพาะการผลิตเป็นชุดใหญ่เท่านั้น การกัดสามารถดำเนินการได้ด้วยต้นทุนต่ำสำหรับชิ้นส่วนแต่ละชิ้นและชุดเล็กๆ
วิธีการขึ้นรูปโลหะแผ่น รวมถึงข้อดีและข้อเสีย
การขึ้นรูปเย็นดำเนินการต่ำกว่าอุณหภูมิการตกผลึกใหม่ ในระหว่างการขึ้นรูปอุ่น ชิ้นงานนั้นๆ จะถูกให้ความร้อนจนถึงอุณหภูมิที่ต่ำกว่าอุณหภูมิการตกผลึกใหม่ (600 ถึง 950 °C) การขึ้นรูปร้อนทำได้โดยการให้ความร้อนแก่วัสดุ เพื่อให้สูงกว่าอุณหภูมิการตกผลึกใหม่
การขึ้นรูปเย็นทำให้วัสดุมีความแข็งมากขึ้น สามารถกลึงได้แม่นยำยิ่งขึ้น โครงสร้างเส้นใยพิเศษช่วยให้มั่นใจได้ว่าชิ้นส่วนสำเร็จรูปจะทนต่อแรงกดทางกลสูง และจึงเหมาะอย่างยิ่งสำหรับการผลิตส่วนประกอบที่เกี่ยวข้องกับความปลอดภัยในอุตสาหกรรมการบินและยานยนต์ การขึ้นรูปอุ่นรวมข้อดีของทั้ง 2 วิธีไว้ ใช้ในการผลิตชิ้นส่วนที่หลอมขึ้นรูปที่ทำจากโลหะผสมเหล็ก ซึ่งไม่สามารถขึ้นรูปเย็นได้ ชิ้นส่วนที่หลอมขึ้นรูปแบบมีความคลาดเคลื่อนของมิติต่ำ มีพื้นผิววัสดุที่เป็นเนื้อเดียวกัน มีการปรับขนาดเพียงเล็กน้อย และบางครั้งอาจมีรูปทรงที่ซับซ้อนกว่าด้วย
การขึ้นรูปร้อน (การตีร้อน) เป็นวิธีการที่ใช้พลังงานสูงมาก แต่เหมาะสำหรับการขึ้นรูปโลหะหลายชนิด เทคนิคการขึ้นรูปนี้ส่งผลให้มีอุณหภูมิอยู่ระหว่าง 1,100 °C (โลหะผสมเหล็ก) และ 1,300 °C (เหล็ก) อุณหภูมิเหล่านี้ทำให้พื้นผิวขรุขระ การหดตัวของวัสดุเกิดขึ้นหลังจากชิ้นงานเย็นลง ชิ้นงานไม่จำเป็นต้องได้รับความร้อนสำหรับการขึ้นรูปร้อน ซึ่งแม้แต่อุณหภูมิห้องก็เพียงพอแล้วขึ้นอยู่กับโลหะ
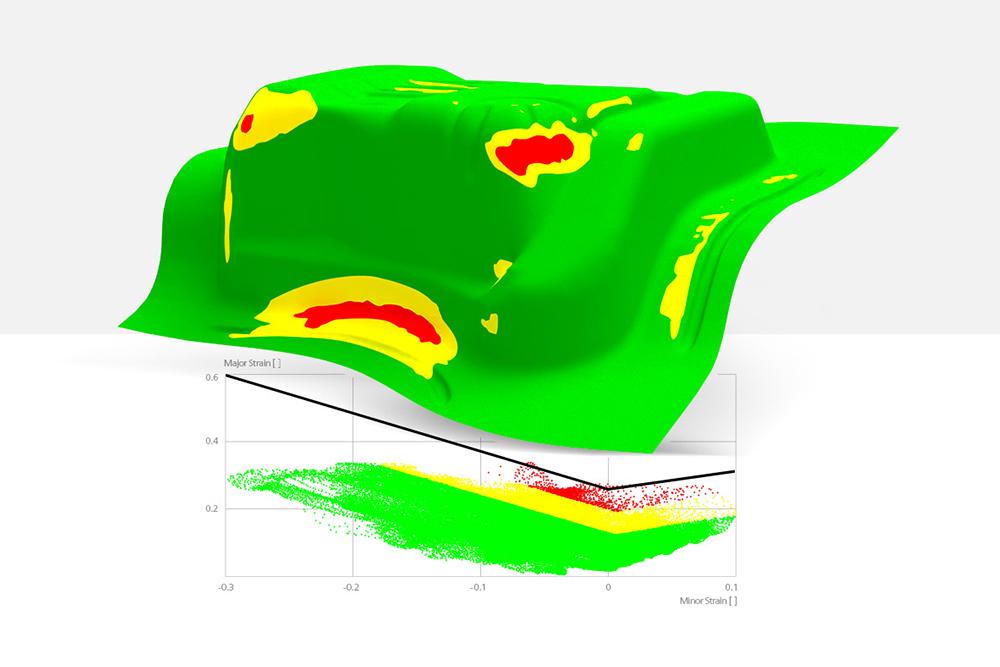
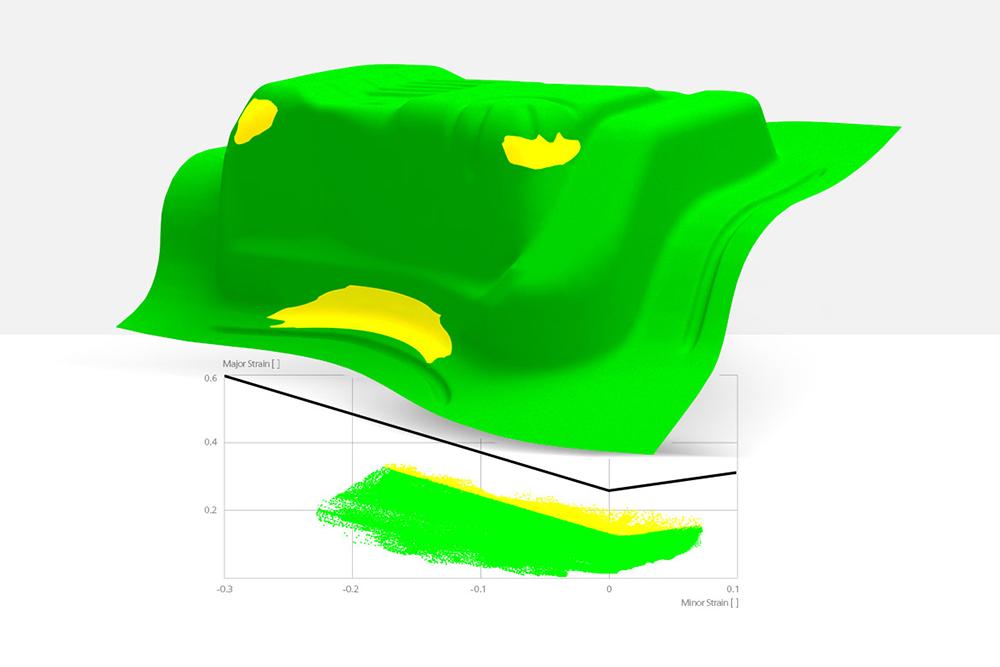
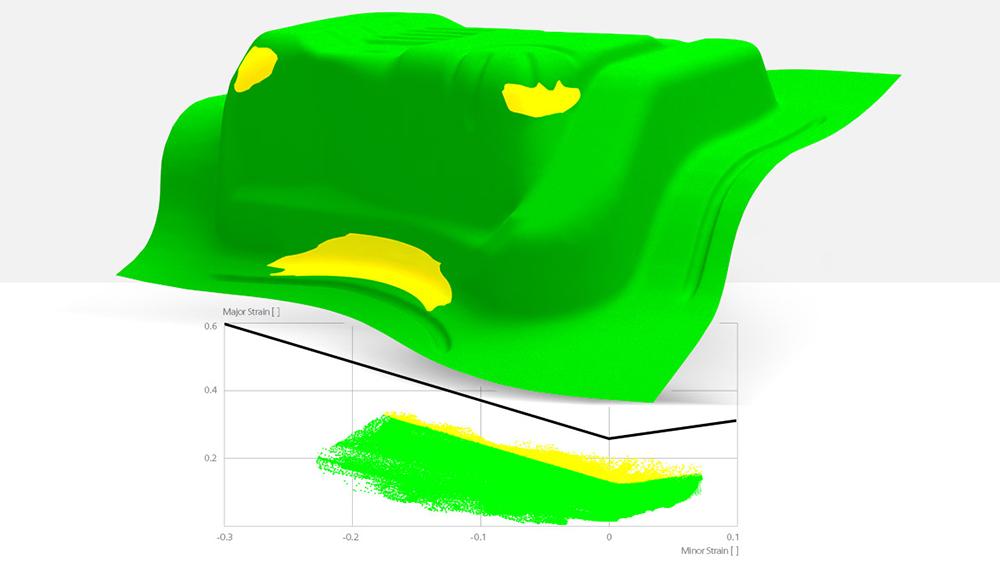
การขึ้นรูปโลหะแผ่นและซอฟต์แวร์การจำลอง
เทคโนโลยีการขึ้นรูปที่ทันสมัย ใช้การจำลองเช่นเดียวกับขอบเขตการวิจัยอื่นๆ ด้วยเหตุนี้ จึงมีการใช้โปรแกรมซอฟต์แวร์ต่างๆ ซึ่งสามารถสร้างภาพการขึ้นรูปโลหะขึ้นมาใหม่ คำนวณ และนำเสนอผลลัพธ์ในรูปแบบกราฟิก ด้วยการวางแผนกระบวนการดิจิทัลแบบบูรณาการ จึงสามารถคาดการณ์ข้อผิดพลาดที่อาจเกิดขึ้นได้อย่างแม่นยำ และสามารถปรับปรุงกระบวนการทางเทคนิคและการป้อนวัสดุได้ ซอฟต์แวร์จำลองจะตรวจสอบการขึ้นรูปโลหะแผ่นในแง่ของคุณภาพ ฟังก์ชันการทำงาน ค่าใช้จ่ายและเวลาของปริมาณงาน และประเมินผลลัพธ์ที่ได้ ผู้ใช้จะได้เรียนรู้วิธีการปรับเปลี่ยนการออกแบบเพื่อตอบสนองความต้องการด้านคุณภาพ





อุตสาหกรรมใดที่ใช้การขึ้นรูปโลหะแผ่น
การขึ้นรูปโลหะแผ่นเหมาะสำหรับอุตสาหกรรมการผลิตเกือบทั้งหมด: อุตสาหกรรมยานยนต์ใช้ในการผลิตชิ้นส่วนของตัวถัวที่ใช้งานหนัก เช่น กันชน ฝากระโปรงหน้า และประตูรถ อุตสาหกรรมอาหารใช้กระป๋องที่ผลิตด้วยความช่วยเหลือของเทคโนโลยีการขึ้นรูป นอกจากนี้ ยังสามารถใช้ในการผลิตส่วนประกอบ เช่น ปีกนกและใบพัดสำหรับอุตสาหกรรมการบินและอวกาศ ซัพพลายเออร์เครื่องใช้ในครัวเรือนยังได้รับประโยชน์จากกระบวนการขึ้นรูปโลหะแผ่นต่างๆ โดยใช้ชิ้นส่วนโลหะแผ่นสำเร็จรูปในเครื่องดูดควัน อ่างล้างจาน และตู้แช่แข็ง นอกจากนี้ การขึ้นรูปโลหะแผ่นถูกใช้ในการสร้างอุปกรณ์ การสร้างโรงงาน ทางไฟฟ้า เภสัชกรรม การแพทย์ เทคโนโลยีการวัดและการควบคุมเป็นต้น เทคโนโลยีการระบายอากาศ เครื่องปรับอากาศ และการสื่อสารก็ใช้วิธีการเหล่านี้เช่นกัน
สิ่งที่ควรสังเกตเมื่อดัดงอโลหะแผ่น
เมื่อแผ่นโลหะโค้งงอ แรงจะเกิดขึ้นอย่างสม่ำเสมอเป็นเส้นตรงหรือตามจุด ระดับการเสียรูปจะขึ้นอยู่กับระดับของช่วงเวลาการดัดงอนี้ เครื่องปั้มนูน เครื่องดัดกลม และเครื่องดัดแบบกดช่วยให้สามารถดัดงอได้หลายประเภท ในการเบรกแบบกด เครื่องมือจะกดแผ่นโลหะด้วยแรงที่กำหนด ที่จุดสัมผัสจะมีการใช้แรงที่เท่ากันในทิศทางตรงข้าม ทั้งคู่ต้องทำงานหนักมากเพื่อให้โลหะแผ่นมีการเปลี่ยนแปลงอย่างถาวรต่อมา ในการดำเนินการนี้ ผู้ใช้ในภาคอุตสาหกรรมจะต้องทราบว่าวัสดุโลหะที่กำหนดสามารถรับโหลดได้ในระดับใด และจะมีพฤติกรรมอย่างไรในกรณีที่มีแรงกระทำ สำหรับการเสียรูปถาวร แรงที่กระทำจะต้องเกินช่วงของการการเสียรูปยืดหยุ่น
องค์ประกอบของวัสดุและความต้านทานแรงดึงก็มีบทบาทเช่นกัน อย่างหลังจะต้องไม่เกิน เพื่อป้องกันความเสียหายต่อวัสดุ เพื่อคำนวณแรงกดที่จำเป็น จะต้องทราบความยาวขอบ ความยาวขอบเพิ่มขึ้นตามสัดส่วนกับความยาวการดัดงอ นอกจากนี้ ยังต้องคำนึงถึงความหนาของวัสดุ มุมการดัด และทิศทางการรีดด้วย ความหนาของวัสดุที่ใหญ่กว่า โดยทั่วไปต้องการรัศมีการดัดงอที่ใหญ่กว่า หากเครื่องมือไม่ถึงรัศมีการดัดขั้นต่ำ ชิ้นงานอาจแตกหัก ด้านนอกอาจแตกร้าว และอาจเกิดริ้วรอยด้านในได้







